| ���T������ S136ģ�����Ȼ���N S136�r�� 8407ģ��� 718H���ܶ� 7CrSiMnMoVģ�� |

�N�����l���һ�ٰ�S136ģ��䓡��R��ģ��䓡����zģ���,�ṩ�P���M��S136���W�ɷ֡��������ܡ��������ܡ�����Ӳ���ܶȣ�S136�r����������P���g�Y�ϣ����Ҏ��Ո��ԃ0512-65781368��
| ��˾�� | ����λ�ã�����M��S136ģ��� > ģ�֪�R > |
����һ���������ߵĻ������
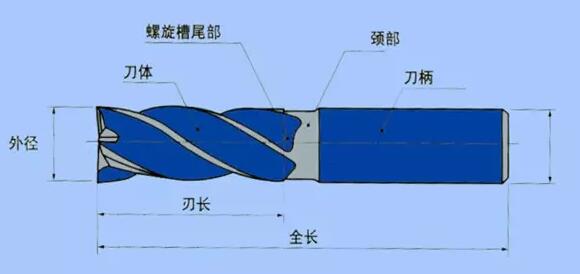
�������˲����Π�֣�
����ƽ��㊵�
����ƽ��R�Ƕ�㊵�
�������^��㊵�
�������Dλ�Ƕʽ��㊵�
���������������ߵĻ����νY��
����
���������������ߵĎξ���
�������ھ��ӹ����������ߣ������б�횾��кܺõ�݆�����ȡ�
�������ߵĎN����݆��ƫ��
����݆�����_‚;
����������ĥ�^�̲��_�����������в��a����Ҏ�t����ƒ;
����������ĥ�^�̲��_�����µİ돽ƫ�
�����������������Ҫ��dz���,��ԓ�ڵ������a������ُ�I�@�ؘ��J�C�ĵ��ߡ�
�����ġ����C���ߵď��������`����С
�����ڱ��C����������ϵ�y���������L�Ȳ����^Ҏ��ֵ��ǰ���£�Ҫʹ���S�܉_�\�D������ڵ�����������̎�քe�z�y���ߵď��������`�������������`���^��͕��������S�ć������ӡ�
�����塢����x����m����������
����(1)�������w�ӹ��l���������S���C�����ܣ����ߵĊA��ϵ�y,������ʽ��;
����(2)����������������;
����(3)�����ӹ������|�����ӹ�����Ҫ�ɱ���;
����(4)�C�Ͽ��]���N���أ�����������x��
���������ӹ��yԇ
�����yԇ����������S136�����������Ό��Ĝyԇ��ʹ�õĵ������£�
����ֱ��: 10mm
������: 6
����ǰ��: -13 °
����Ϳ��: TiAlN
�����YՓ��
������Vc��150������250�r�������@����;
������ͬVcֵ�в�ͬ�Fм�ɫ���C���ӹ��ضȲ�ͬ;
����Fz�ĸ�׃������Ӱ������ضȡ�
